ÇELİK HALAT
Çelik halat; birbirleriyle sürekli etkileşim halinde olacak şekilde tasarlanıp üretilmiş belli sayıdaki hareketli parçadan oluşan bir makinedir.
Çelik halatlar teller, damarlar ve bir özden oluşmaktadır. Ana elemanı çelik teldir.Önceden belirlenmiş fiziksel özelliklere ve anma dayanımına sahip tellerin dikkatlice işlenmesi ve forma sokulması ile çelik halatlar üretilir.

Şekil 1 : Çelik halat bileşenleri
Kompozisyon
Çelik halatlar kompozisyonları ile bilinirler. EN 12385 standardına göre yaygın olarak bilinen bazı kompozisyonlar şunlardır; 1x7, 1x19, 1x37, 6x7, 6x19STD (Standard), 6x19W (Warrington), 6x19F (Filler), 6x19S (Seale), 6X26WS (Warrington Seale), 6X36WS, 6X41WS, 6X37STD, 18x7 Nuflex, 8X19S, 8X19W. Örneğin 6X19STD kompozisyonunu ele aldığımızda, 6 rakamı damar sayısını ve 19 rakamı da her bir damardaki tel sayısını ifade etmektedir. Standard, Filler, Seale, Warrington Seale gibi uzantılar ise damarlar içindeki tellerin incelik kalınlık ve tel diziliş şekillerini ifade etmektedirler.
Yüzey Kaplama
Çelik halatlar normal koşullarda herhangi bir kaplama yapılmamış yağ kaplı tellerden üretilirler. Eğer pas gibi sebeplerden ötürü koruma gerekirse galvaniz kaplanır.
Anma Dayanımı
Halat üretiminde seçilen tellerin mm ² ’sinin dayanabildiği yük miktarını ifade eder. Bazı anma dayanımları şunlardır;
1770 N/mm² = 180 kgf.mm²
1960 N/mm² = 200 kgf.mm²
2160 N/mm² = 220 kgf.mm²
Sarım Yönü
Halat üretimin sırasında tel ve damarlara helisel şekil verilirken seçilen yatma yönleri halatın sarım yönünü ifade eder. Damar sarım yünü ile tel sarım yönünün birbirlerine zıt olduğu sarım şekillerine çapraz sarım ,birbirleri ile aynı olduğu sarım şekillerine ise düz sarım adı verilir. Halatın sarım yönünü damarın sarım yönü belirler. Temel sarım yönleri şunlardır;
bosluk
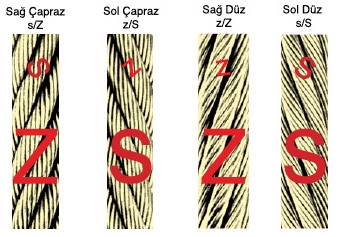
Şekil 2 : Çelik halat sarım yönleri
bosluk
Preforme
Preforme yani ön şekil halat üretimi yapılırken tel ve damarların önceden geri dönüşü olmayacak şekilde forma sokulmasıdır.
Halat Özü
Temel olarak iki adet öz tipi vardır,Lif Öz ve Çelik Öz
Lif özler genellikle sızal ve polipropilen gibi sentetik ürünlerin liflerinden oluşturulur.
Çelik Öz ise yine çelik tellerden oluşturulur ve iki ana tipi vardır,halat öz ve damar öz.
Çelik Halat Yağlama
Üretimi esnasında çelik halatlara uygulanan yağ pas , çürüme ,ve sürtünmeden dolayı aşınma gibi sorunların önüne geçmek içindir. Genellikle asfalt bazlıdır.
Aşınma Esneklik İlişkisi
Halat seçimine etki eden iki temel özellik vardır bunlar sürtünmeden dolayı aşınma direnci ve eğilme bükülme yorulma direnci özellikleridir.

Şekil 3 : Aşınma esneklik tablosu
Muadil Halat Tespiti
Mevcut kullanmış olduğunuz halatı temin edemediğinizde veya herhangi bir sebeple muadil bir halatı kullanmanız gerektiğinde aşağıda belirtilen halat özelliklerini mutlaka kontrol etmelisiniz.
-
Her zaman için mutlaka halat çapı aynı olmalıdır.
-
Muadil halatın minimum kopma yükü önceki halatın minimum kopmasına eşit veya daha fazla olmak zorundadır.
-
Her zaman için temel olarak aynı karakteristik özelliğe sahip bir halat ile değiştirme yapılmalıdır. Mesela dönmez bir halat dönmez bir halat ile.
Halat Çapı Ölçümü
Halat çapı, halat dış tel ve demetlerini çevreleyen ve tüm halat kesitini içine alan çemberin çapıdır. Halat ölçümünde ölçü cihazı çenelerin mutlaka en dış iki demete teması gerekli olup (Şekil-6), genelde birbirine dik iki ölçüm, birbirinden en az 1 m. mesafedeki iki noktada yapılır ve bu dört ölçüm ortalamalarının toleranslar içerisinde olması istenir. Standartlarda, anlaşmazlık halinde halat çapının belli bir gergi altında ölçülmesi de öngörülmüştür.
bosluk
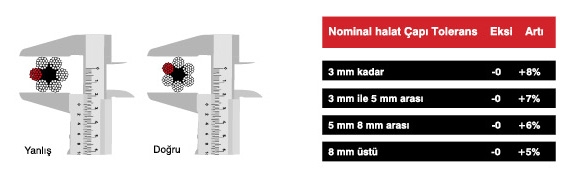
Şekil 4 : Halat çapı ölçümü
bosluk
Makara,Tambur ve Halat İlişkileri
Makara ve tambur çapları ile bunlar üzerindeki yivlerin çap ve diğer özellikleri, halat ömrü üzerinde çok büyük etkiye sahiptir. Yiv aşınması, çapı ve genişliği ölçümlerinde genelde yiv çakıları kullanılabilir. Tambur ve makaraların, uygun malzemeden yapılması halat ömrü açısından faydalıdır. Eğer yivler gerekenden geniş ve halat temas açısı da fazla ise halatta ovalleşme , gerekenden dar ve az ise bu durumda tel ve demetlerin sıkışması ve tel hareketlerinin önlenmesi söz konusudur. Her iki durumda da halat ömrü açısından sakıncalıdır. Genelde halat-yiv temas açısı 135-150 derece arasında olmalıdır.
bosluk
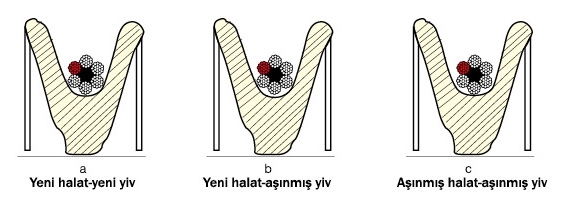
Şekil 5: Makara yiv kesitleri
bosluk
Halatların Açılması
Halatlarımız, genelde makaraya sarılı veya kangal şeklinde teslim edilmekte olup kullanım veya aktarma amacıyla halat devreye alınması sırasında, Şekil-11’de görülen tedbirlere mutlaka uyulması gerekmektedir.
Halat açılması sırasında meydana gelen aşırı halkalanmalar, daha sonraki işlemlerde “burulma ve kuş gözü” gibi değişik yapılarda halat kullanımını imkansız kılan ve istenmeyen kalıcı hatalara neden olurlar. ( Şekil 6 )
bosluk

Şekil 6 : yanlış halat açılımı sonucu meydana gelebilecek hasarlanmalar.
bosluk
Halka ve gam meydana getirilmiş halatların tamiri mümkün değildir ve bu durum halatların devre dışı kalmalarına neden olur. Bu tür kullanım hatalarından dolayı meydana gelen halat hasarlanmalarında imalatçının kusuru olamaz. Benzeri durumlara meydan vermemek amacıyla halat açımında ve belli boylara kesme işlemlerinde mutlaka belli bir gerginin kullanıldığı aktarma makineleri kullanılmalıdır. Halatlar, çalışan bir sistemin parçası olmaları nedeniyle, kullanım öncesi çok dikkatli bir şekilde depolama işlemine tabi tutulmalıdır. Bütün bu faaliyetlerde, halat kalitesini etkileyecek dış etkenlerin, halatlara teması önlenmelidir. Unutulmamalıdır ki, halatlar, yakından incelendiklerinde görüleceği gibi, çok sayıda ince tellerden meydana gelmekte ve bu durum dış etkilere karşı çok hassas bir yapı oluşturmaktadır.
bosluk

Şekil 7 : Doğru ve yanlış halat açma örnekleri
bosluk
Dönmez Halatlar
Özellikle dönmez halatların aktarma, uç kesme ve kullanım sırasında diğer halatlardan daha hassas olduğu unutulmamalıdır. Bu nedenle;
a. Dönmez halatların her iki ucu kesilmeden önce mutlaka sıkıca bağlanmalıdır.
b. Aktarma ve boy kesme işlemleri bu işe uygun aktarma makinelerinde ve Şekil 10’ da gösterilen kurallara uygun şekilde yapılmalıdır.
c. Halat vince monte edilmeden önce mümkün olduğu takdirde yere düz olarak serilmeli varsa iç gerilmeleri giderecek şekilde kendi ekseni etrafında dönmesine izin verilmelidir.
Daha sonra vince bağlanan halat en az bir saat yüksüz çalıştırılmalı, bu sırada meydana gelebilecek iç gerilmelerin giderilmesi amacı ile uçlar serbest hale getirilerek demet veya
çelik özün hareket etmesine izin verilmeli, daha sonra yeniden kesilen halat uçları uygun şekilde sabitlenerek vince bağlanmalıdır.
Kullanım sırasında herhangi bir nedenle halatın döndürülerek sinir meydana getirilmesi halinde yukarıda belirtilen uç kesme işlemi yeniden uygulanmalıdır.
d. Kullanım sırasında ani yüklerin uygulanmasından kaçınılmalı ve halatın küçük çaplı makaralardan geçmemesi ve keskin köşelere sürtmemesi sağlanmalıdır.
Bu amaçla Tablo-2’de makara çapı için verilen 42 katsayısı ve yüklemeler için en az 8 emniyet katsayısı dikkate alınmalıdır.
e. Dönmez halatlar çalışırken ani yük boşaltılması yapılmamalıdır.
f. Dönmez halat uçları kullanım öncesi ve kesme esnasında mutlaka bağlanmalıdır.
g. Dönmez halatlar yük altında diğer dış kuvvetlerin etkisi ile döndürülmemelidir.
Halat Seçiminde Dikkat Edilecek Hususlar
Halat kompozisyonları; çalışma koşullarına, maruz kalacağı yüke ve hayati risk olasılığına göre seçilir. Halat seçimi ile ilgili olarak aşağıdaki bilgilerin dikkate alınmasında fayda görülmektedir.
bosluk
1. Tel Mukavemeti
bosluk
Halatların;
• Kopma yükü,
• Ezilme ve çarpmalara karşı direnci,
• Esnekliği,
• Eğilme yorulma direnci
tel mukavemet değerine göre değişmektedir.
bosluk
2. Halat Kompozisyonları
bosluk
Halatların;
• Aşınma ve darbelere karşı direnci,
• Eğilme yorulma direnci
halat kompozisyonuna göre değişmektedir. Ekonomik halat ömrü ve kullanım şartları dikkate alınırken bu özellikler de dikkate alınmalıdır
bosluk
3. Halat Emniyet Katsayısı, Metalik Kesit Alanı
bosluk
Emniyet katsayısının amacı, halat üzerindeki değişik kuvvetlerin toplamı ile halat kopma yükü arasında tatmin edici bir oran tespit etmektir. Bu oranın tespitinde,
a. Halatın kendi ağırlığı “statik ağırlık”,
b. Ani yüklenme ağırlıkları” dinamik ağırlık”,
c. Hızlanma ve yavaşlama anındaki kuvvet değişimleri” ivmeli ağırlık”,
d. Bükülmelerde oluşan gerilimler “halat verimlilik oranı”,
e. Vibrasyon ve sarılım anında oluşan gerilim değişiklikleri,
f. Taşınan cinsi (insan, malzeme vb.),
g. Kullanım şartları,
h. Halat ömür tayinindeki güçlükler,
i. Kullanım hatalarına bağlı tahmin edilemeyen değişmeler
gibi etkenler dikkate alınmalıdır.
bosluk
4. Halat Açısı-Kaldırma Kapasitesi ve Kullanımda Dikkat Edilecek Hususlar
bosluk
1. Sapanla belli bir açı yapılan kaldırmalarda halatın yük kaldırma kapasitesinin etkilendiği dikkate alınmalıdır. Bu etkilenme miktarı aşağıdaki tabloda gösterilmiştir.
bosluk
|
Kaldırma açısı |
Halat kapasitesindeki düşüş ( % ) |
|
30
|
5 |
|
60 |
13 |
|
90 |
30 |
|
120 |
50 |
bosluk
2. Halatlar, tel kesilmelerini engellemek için kesinlikle keskin köşelere değecek şekilde kullanılmamalıdır.
3. Lif özlü Halatlar yüksek sıcaklıklarda, örneğin ergimiş metallerin taşınmasında kullanılmamalıdır.
4. Halat çapı, kırık tel sayısı, yağlama vb. önemli hususların kullanım sırasındaki durumu sürekli kontrol edilmeli ve bunlar kayıt altına alınmalıdır.
5. Çift olarak kullanılan halatlar mutlaka birlikte takılmalı, birlikte değerlendirilmeli ve sökülmelidir.



